




- DN15 ~ DN200
- Class 150 ~ 600
- API 608, ISO 17292, ASME B16.34
- CF8 (A351)
- RF Flange (ASME B16.5)
- V-Type Ball, Single Piece, Full Port
- -20℃ ~ 180℃ (PTFE Seat) / 350℃ (Metal Seat)
- Zero Leakage (Metal-to-Metal)
- API 607
- Slurries, Fibrous Fluids, Steam, Oil & Gas
Specification
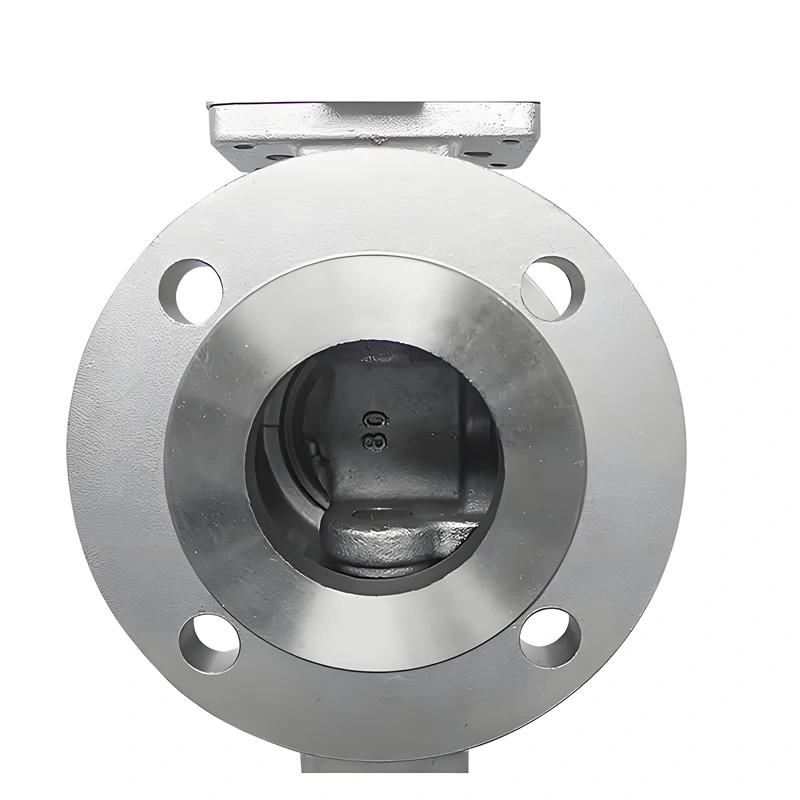
Newway DN80 150LB CF8 Explosion-Proof Electric Actuator V-Type Ball Valve with Flange Connection
I. Product Overview
Newway DN80 150LB CF8 explosion-proof electric actuator V-type ball valve is a high-performance flow control solution engineered for hazardous industrial environments. Combining the precision of V-type ball design with the safety of explosion-proof electric actuation, it is crafted from CF8 stainless steel (304) to balance corrosion resistance, robust sealing, and versatile functionality. Designed to operate at 150LB (2.0MPa) and compatible with media containing fibers or small solid particles, this valve excels in both shut-off and regulating applications—making it ideal for sectors like chemical processing, metallurgy, papermaking, and oil & gas, where explosion safety, precise flow control, and resistance to mild corrosion are critical. Its flange connection ensures easy integration into existing pipelines, while the QT series electric actuator enables remote, automated operation, enhancing efficiency in hazardous or hard-to-reach areas.
II. Key Attribute Specifications
|
Category |
Details |
|
Size |
DN80 (3”), suitable for medium-flow pipelines requiring precise control of particulate or fibrous media. |
|
Pressure Rating |
150LB (PN20, 2.0MPa), compliant with low-to-medium pressure hazardous systems. |
|
Material Composition |
– Valve Body/Ball: CF8 stainless steel (ASTM A351 CF8, 18Cr-8Ni), offering excellent corrosion resistance to water, mild acids, and hydrocarbons. |
|
Connection Type |
Flange (ASME B16.5, RF), compatible with standard pipeline gaskets (e.g., spiral-wound) for secure, leak-tight installation. |
|
Actuator Parameters |
– Type: QT series explosion-proof electric actuator, certified to Ex d IIB T4 Gb (suitable for flammable gas environments). |
|
V-Type Ball Design |
Ball core with 30° V-notch, engineered to shear media and achieve linear flow characteristics (flow rate proportional to valve rotation). |
|
Temperature Range |
-20℃~180℃ (PTFE seat limit), suitable for ambient to moderately high-temperature media (e.g., industrial wastewater, light oils). |
|
Performance Metrics |
– Leakage Class: ANSI/FCI Class V (zero leakage under seat test pressure). |
Product Overview
III. Feature Description
A. V-Type Ball Core for Dual Functionality
The valve’s ball core features a precision-machined 30° V-notch, enabling it to excel in both shut-off and regulating roles. In shut-off mode, the V-notch rotates to fully seal against the seat, achieving zero leakage (ANSI/FCI Class V)—critical for isolating hazardous media in chemical or oil & gas pipelines. In regulating mode, the V-notch’s unique geometry creates a linear flow characteristic: as the valve rotates (0°~90°), flow rate changes proportionally to the rotation angle, allowing precise adjustment of media flow (e.g., controlling slurry concentration in metallurgy or fiber suspension in papermaking). Unlike standard ball valves, the V-notch also acts as a shear blade, breaking up fibrous or viscous media to prevent clogging—ideal for handling pulpy liquids in paper mills or sludge in wastewater treatment.
B. Explosion-Proof Electric Actuation
The QT series electric actuator is certified for explosion-proof operation (Ex d IIB T4 Gb), making it safe for use in Zone 1/2 (flammable gas environments) and Zone 21/22 (combustible dust environments). Its robust aluminum alloy housing with flameproof joints prevents internal sparks or arcs from igniting external hazardous atmospheres—a non-negotiable feature in refineries, chemical plants, or paint manufacturing facilities. The actuator supports both on-off and regulating control: on-off mode enables quick shut-off in emergencies (e.g., detecting gas leaks), while regulating mode with 4-20mA signal integration allows seamless connection to PLC/DCS systems, enabling real-time flow adjustment based on process demands. A manual override function ensures operability during power outages, enhancing reliability in critical applications.
C. CF8 Stainless Steel Corrosion Resistance
Constructed from CF8 stainless steel (304), the valve body, ball, and flange surfaces resist corrosion from mild acids, alkalis, water, and hydrocarbons. Its 18% chromium content forms a passive oxide layer, preventing pitting or rust in humid or chemical-exposed environments—outperforming carbon steel (WCB) in applications like coastal petrochemical plants or chlorinated water systems. CF8’s high tensile strength (≥515MPa) also ensures structural integrity under 150LB pressure, even when handling abrasive media (e.g., sand-laden fluids in mining). Compared to lower-grade stainless steels, CF8 maintains ductility at low temperatures, avoiding brittle failure in cold hazardous environments.
D. Flange Connection for Secure Integration
The valve features RF flange connections (ASME B16.5), ensuring compatibility with standard pipeline flanges. This design simplifies installation: bolts pass through flange holes to secure the valve between pipeline flanges, creating a uniform seal with gaskets (e.g., graphite or PTFE). Flange connections are preferred in hazardous systems for their ease of inspection and maintenance—technicians can access the valve without cutting into pipelines, reducing downtime during routine checks or repairs. The flange faces are precision-machined to Ra ≤3.2μm, ensuring tight contact with gaskets and minimizing leakage risk in high-pressure applications.
E. Multi-Layer Sealing System
The valve’s seat uses RPTFE (reinforced PTFE) with glass fiber 填充,balancing flexibility and durability. RPTFE’s chemical inertness resists degradation from most industrial fluids (acids, solvents, oils), while its elasticity ensures tight contact with the V-notch ball—even as temperatures or pressures fluctuate. The seat is mechanically retained to prevent displacement under high flow velocities, a critical feature when handling turbulent media (e.g., gas-liquid mixtures in oil processing). For high-temperature applications (up to 200℃), optional metal-reinforced PTFE seats are available, maintaining sealing integrity without softening or creep.
IV. Manufacturing Processes
A. Material Preparation & Quality Validation
CF8 Stainless Steel Verification: Raw CF8 billets undergo spectral analysis to confirm chemical composition (18-20% Cr, 8-10.5% Ni), ensuring compliance with ASTM A351. This step guarantees corrosion resistance and mechanical strength.
Defect Detection: Valve bodies and balls are inspected via ultrasonic testing to identify internal defects (porosity, cracks) that could compromise pressure or explosion safety. Surface flaws are checked using dye penetrant testing.
B. Precision Machining of V-Type Ball
V-Notch Fabrication: The ball core is CNC-machined to a 30° V-notch with tight tolerances (±0.1°), ensuring linear flow characteristics. The notch edge is deburred to avoid excessive media shear that could damage seals, while the ball surface is ground to Ra ≤0.8μm for smooth contact with the seat.
Body & Flange Machining: The valve body is CNC-turned to create internal flow paths and flange faces. Flange bolt holes are drilled to ASME B16.5 specs, with chamfered edges to simplify bolt insertion. Internal seat pockets are machined to precise dimensions to secure the RPTFE seat.
C. Explosion-Proof Actuator Assembly
Actuator Housing: Cast aluminum alloy housings are epoxy-coated to resist corrosion, then machined to accommodate flameproof joints (gap ≤0.1mm)—critical for preventing flame propagation in hazardous areas.
Motor & Gear Integration: The actuator’s DC/AC motor is paired with a worm gear system to reduce torque, ensuring smooth rotation of the V-type ball. Electrical components (switches, wiring) are encapsulated in flame-retardant materials to meet explosion-proof standards.
Certification Testing: Actuators undergo spark testing (to verify no ignition in explosive atmospheres) and temperature cycling (-40℃~60℃) to ensure stable performance in extreme conditions.
D. Valve Assembly & Sealing
Seat Installation: RPTFE seats are press-fitted into the body’s seat pockets, with retaining rings to prevent displacement. The seat is lapped against the V-type ball to ensure uniform contact, critical for zero leakage.
Ball & Stem Connection: The CF8 ball is keyed to the stainless steel stem, which is sealed with graphite packing to prevent media leakage while allowing smooth rotation. The stem is connected to the actuator via a spline, ensuring precise torque transmission.
E. Performance & Safety Testing
Hydrostatic Test: The valve body is pressurized to 1.5×150LB (3.0MPa) for 30 minutes, with no visible leakage or deformation.
Seat Leak Test: Under 1.1×150LB (2.2MPa) air pressure, leakage is verified to be ≤0.1×DN mm³/min (ANSI/FCI Class V).
Explosion Proof Validation: The assembled valve undergoes explosion testing in a certified lab, ensuring it contains ignition within the housing when exposed to flammable gas mixtures.
Cycle Test: 10,000+ open-close cycles are performed to verify actuator reliability and seat durability, with torque measurements recorded to ensure consistent operation.